
联系我们
- 办公地址:昆山市城东首创阅荟广场3号楼10层
- 电话:0512-81868299
- 传真:0512-81868276
- Email:2425061852@qq.com
扫一扫关注我们
 微信二维码
微信二维码

SPC石塑地板,是基于高科技开发出的新型环保地板,由挤出机结合T型模具挤出PVC基材,用三辊或四辊压延机分别把PVC耐磨层、PVC彩膜层和PVC基材,一次性加热贴合、压纹的产品,工艺简单、贴合靠热量完成,不需要胶水。SPC地板材料使用环保配方,不含重金属、邻苯二甲酸酯、甲醛等有害物质, 主要由钙粉、聚氯乙烯稳定剂组合的一定比例混合形成复合地铺材料。符合EN 14372、EN649-2011、IEC62321、GB 4085-83标准,是响应国家减排而发明的新型材料,在国内外家装市场非常流行,用于家装地饰是非的呈现。
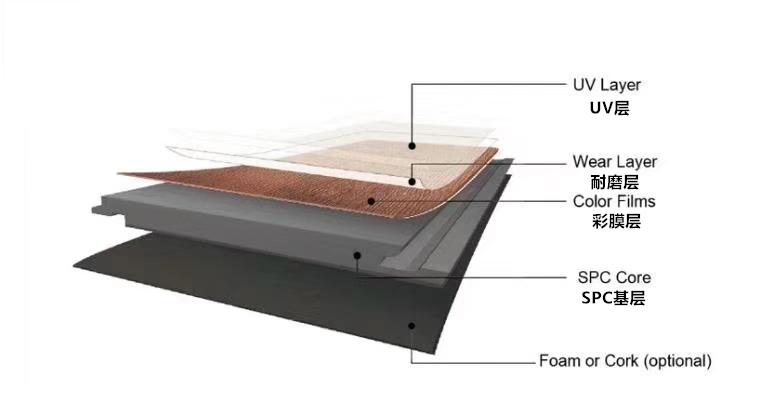
说明:SPC地板具有防水、防潮,防滑,无甲醛,易回收,柔软静音等优点。板材规格一般有厚度3-10mm,宽度120-400mm,长度600-1800mm.
挤出:基材的生产,一般木塑地板的基材采用发泡塑料,基材厚度一般4-6mm.对石塑地板(SPC)一般采用在线贴合,把表面装饰PVC膜等在线贴上。
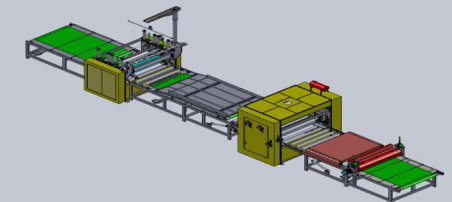
UV涂装生产线主要针对家具厂、木门厂、橱柜厂等各类板式家具厂,生产贴木皮、实木类基板、密度板等板材进行UV表面涂装。多功能UV涂装生产线投入少、见效快、占地少,能大大节省操作时间,提高生产效率,降低涂装成本,减少VOC排放。

涂胶贴合机:对基材进行涂胶后,把有木纹的PVC板材叠加在上面,进行贴合,一般PVC板材1.5-2.5mm。为提高贴合的强度,建议用冷压机对贴合后的板材进行保压4小时左右。
开槽:通过纵横开槽设备,对板材四周进行边缘成型处理,得到最终的成品地板。客户需要选择合理标准的规格和扣型。
SPC环保地板的优势
(1)防水、防潮。根本解决了木质产品对潮湿和多水环境中吸收受潮后容易腐烂、膨胀变形的问题,可以使用到传统木制品不能应用的环境中。
(2)防虫、防白蚁,有效杜绝虫类骚扰,延长使用寿命。
(3)多姿多彩,可供选择的颜色众多。既具有天然木质感和木质纹理,又可以根据自己的个性来定制需要的颜色
(4)可塑性强,能非常简单的实现个性化造型,充分体现个性风格
(5)高环保性、无污染、无公害、可循环利用。产品不含苯及甲醛,为环保产品,可循环利用大大节约了木材使用量,是和可持续发展的国策,造福社会。
(6)高防火性。能有效阻燃,防火等级达到B1级,遇火自熄,不产生任何有毒气体。
(7)可加工性好,可订、可刨、可锯、可钻、表面可上漆。
(8)安装简单,施工便捷,不需要繁杂的施工工艺,节省安装时间和费用。
(9)不龟裂,不膨胀、不变形,无需维修与养护,便于清洁,节省后期维修和保养费用。
吸音效果好,节能性好。
SPC地板生产工艺流程
工序1:混料
按照原材料配方比,倒入→高速混合机热混(热混温度:125℃,作用是各种材料混合均匀,排除材料中的水分)→进入冷混(给物料降温,防止结块和变色,冷混温度:55℃。)→通过冷却混合均匀的材料;
工序2:挤出
加入双螺杆挤出机,进行加热挤出→进入客户选择的片材模头来挤出成型,成型的片材经过四辊压延机,基材进行定厚→贴彩膜→贴耐磨层→冷却→切割;
工序3:UV回火
表面UV→回火(回火热水温度:80~120℃;冷水温度:10℃)
工序4:分切开槽+包装
分切→开槽→检验→包装
生 产 原 料


SPC地板在生产中经常遇到一些问题 :
随着市场的需求,传统地板逐渐被新型环保的SPC地板所取代,但随着爆发式的增长,从设备到生产,遇到许多的问题,下面我就简单列举一些这些问题:
1、新客户在选型设备中会遇到的问题,目前生产SPC地板设备的机型也非常多,从早期的80/156锥双在后来的92/188锥双,在演变现在的110/220锥双,现在市场上又兴起的平双生产,115平双、135平双。下面列举一下这几种机型的优缺点:80/156锥双挤出生产是最早一批,优点是生产稳定,其中的缺陷就是产量太低,速度慢。随着客户的订单量和厂房面积等问题,导致这款挤出生产很快被92锥双取代。92/188锥双生产线也是早期的主力军,优点产量又所提升,缺点螺杆的使用寿命不长。110/220锥双生产的优点是产量提高很多,每小时可以在25-30吨,缺点螺杆使用寿命不长。115平双生产线优点节能,产量比92锥双高,耗能没有92锥双大,螺杆使用寿命有所延长,缺点目前国内的齿轮箱和螺杆生产不够成熟,螺杆容易暴死。135平双生产线也可以说是目前产量最高的生产线,目前国内客户的使用量还不是很大,按照设备厂家设计是产量可以达到40吨每小时,也有设备厂在测试每小时50吨,电机多为160KW,比110锥双的200KW还小,根据我所接触的实际产量应该在35吨上下。这个机型还在实验阶段。目前主要使用的是110/220锥双生产线。所以新客户在选设备厂家及机型中会遇到困扰。目前国内设备没有统一标准。
2、挤出生产的机型,从早期的立四辊到现在平四棍、平5棍,可以说都不同优势,目前使用最多还是平5辊,操作简单。
3、在介绍一下混料机配置,混料机也是在随着挤出机产量变化而
变化,从早期的500/100、800/2500、1000/3000,再到现在的1500/4500.可以说产量也是逐渐增加,因环保要求目前大厂多采用全自动或半自动的混料方式,主要变化就是钙粉单独增加了出料罐,这样人工比较轻松。可以自动计量,也方便了添加量的增减。混料部分也可以说是整个工艺的源头,看似不重要的环节,但会影响到整个生产过程。

在生产中常见的问题有很多,下面我简单介绍几种经常遇到问题:
1、生产过程环环相扣,开机师傅在这个过程就是不停的处理出现的问题,从而顺利的生产,例如挤出机经常的糊料,也可以说每天都拆一次摸具,平时生产很稳定就是容易糊料,这个时候一般需要检查的是模具、合流芯、螺杆的磨损情况,第二就是要检查真空和工艺配方、钙粉、原料,有人会说你这不是全部要检查吗?问题出现肯定有其原因。我们必须认真的检查,不管是模具糊料还是合流芯糊料,我们要考虑的是之前是否问题,如果之前所以原料没有更换,之前一直很稳定,这个时候检查的是螺杆是否摸具,推力不够,合流芯超温严重,在就是检查真空是否正常,还是没有要通几次真空。这些基本上是螺杆磨损间隙太大,怎么解决,第一就是把螺杆从新调整间隙,生产的速度稍微慢点。如果是配方问题这就需要根据物料情况调整,多为稳定剂和润滑的比例不对导致糊料。
2、第二在生产过程中耐磨层打折、气泡,这个主要是因为在覆膜过程中覆盖辊和导向辊的角度不对气体排不出去,或者覆膜辊的气压不够,导致这些问题,这些问题解决起来还是比较简单,只要认真观察基本都可以解决。
关于制品会出现螺杆纹路的问题,也是目前最难解决的问题, 有一条或扇形的螺杆纹路。目前解决的方法基本是更换螺杆,螺杆厂家也非常痛苦,有时需要更换几套螺杆,这个问题到底是螺杆问题还是工艺配方原料问题?我个人理解是这个问题出现的时期和是否所以生产线都有这个问题,从客观问题分析螺杆问题主要出现在后期,螺杆磨损后出现这些问题。调整螺杆间隙。螺杆和机筒的摩擦形成的纹路比较难解决。如果从工艺上调整,需要改变的是润滑系统,增加物料的塑化,减少润滑。
关于SPC地板瓦变问题分析
SPC地板在铺装后出现瓦变的问题,影响瓦变的有几种可能:
1、配方,为什么说和生产的配方有一定关系,我们配方中有CPE这个原料,制品需要一定韧性,如果CPE过多也就有是韧性过好,反而在后期的铺装后出现温度变化会增加瓦变的条件之一,怎么避免,就是适当减少用量即可。
2、在生产过程的也有可能增加瓦变,这个是生产工艺和习惯的问题。举例:产品要求4MM厚度,有些开机师傅习惯调整6MM的模口,有些开机师傅习惯调整4.2-4.5mm的模口,问题在4.2mm左右的模口,从模口到四辊在到牵引机的速比,拉伸的情况,也会影响后期的瓦变之一。关于调多大的模口是要根据实际的情况,有些调整太大无法压缩需要的厚度。要根据实际情况,主要是不能出现过大拉伸。
3、回火,有些公司在生产出来后还进行回火,SPC只要通过回火肯定会瓦变,因为SPC地板基材和表面的耐磨层的收缩不一样,在遇到温度变化较大的时候就会产生不同拉力的收缩,往往是被耐磨层拉力所控制,向上收缩。
4、UV过程,在做UV时出产生一定温度,好多客户会在UV线后面增加一节水箱,虽然目前我还没完全明白,但是我个人认为这个也是处理瓦变的一个有效的方法,有瓦变的可以试一下,这个水槽的作用大家不要误会,不时回火的意思,回火必须是先加热让地板变软,这个水槽只是有效的解决UV后剩余的一些温度。
5、开槽时也要注意不能把两长边的过紧,使得地板在开槽时变形。
6、这些只是提供瓦变的几种可能,最主要的还是在产品铺装后受到外部温度的变化,尤其是太阳的暴晒,因为耐磨层和基材本身收缩比差距太大,导致地板会出现瓦变,还有就是在铺装过程中预留的收缩边缝的大小,一定要预留足够的收缩缝隙,控制一定铺装面积,如面积太大建议分成几个区域铺装中间增加隔断地槽或间接缝隙。再就是可以考虑用更厚的SPC地板。地板铺装一般建议向窗户方向铺装,这样地板属于顺向光线不容变形。如果说在没有太阳暴晒的情况下出现瓦变,肯定是我们在生产过程中没有注意细节导致出现瓦变,目前客户都会有遇到这种情况,只是处理的方法不一样。只要认真分析,基本是可以找问题所在。几种情况,大家一起分享。谢谢。

以上是迈吉森王先保对SPC地板的发展历程及在生产过程中经常遇到一些问题及解决方法。
如想了解更多,还请咨询
王先保:13584984772 微信同号